

Die casting is an extremely popular manufacturing process for creating metal products. Die cast parts produce high-quality, uniform pieces that can be created in just about any size, part geometry, surface texture, or finish. They can require minimal secondary processes since many features can be integrated into the design such as studs, hinges, drill holes, and bosses, to name a few. There are quite a few methods to assemble individual die cast parts made from aluminum or zinc.
These methods include:
• Adhesive bonding
• Attachment systems
• External threads
• Forming or self-cutting fasteners
• Injected Metal Assembly (IMA)
• Inserts
• Interference fits
• Threaded fasteners
Adhesive bonding
Adhesive bonding between metals is becoming a more popular practice among die casters. The adhesive “wets” the entire surface to be joined and must have a lower surface tension than the materials being joined. Joints that are subjected to high tension are generally not suitable for adhesive bonding. Adhesive bonds are also prone to thermal degradation and peeling. Adhesive bonding is extremely popular for bonding sheet steel in automobile bodies.
Attachment systems
Attachments that require plastic deformation of the casting are usually limited to alloys with high ductility, such as zinc.
Attachments of this nature include:
• Crimping
• Staking
• Swaging
Adhesive bonding has become much more popular since the stresses are spread out more uniformly and exposed surfaces are not disturbed. They also offer other benefits such as sealing, insulating, and corrosion barriers.
External threads
It is possible to cast external threads on cylindrical features under specific circumstances. Threads can be formed across the parting line of the die with either slides or solid components. Flash can get left in threads with slides, or made across parting lines, which can be quite difficult to remove. If the flash isn’t severe, it can be removed through the process of the bolt and nut installation. Many manufacturers prefer casting flats at the root of the thread on the parting line so that the flash forms on the flats making it very easy to remove.
Forming or self-cutting fasteners
This type of assembly utilizes hard steel fasteners that anchor to the die cast part itself by either forming to or cutting into the part as they are installed. Die cast alloys are typically relatively soft and readily accept these types of fasteners.
These types of fasteners include:
• Spring clips
• Stamped nuts
• Self-tapping screws
• Thread-forming screws
In most cases, properly sized holes can be cast into the part to accept the required fastener. Spring clips and stamped nuts develop a relatively low retention force whereas self-tapping and thread-forming screws have a much higher retention capability. Though, fasteners that cut form small chips where they bite into the metal part which may not be tolerable in certain finished projects, such as sensitive electronic equipment.
Injected Metal Assembly (IMA)
The IMA process is very similar to the adhesive bonding process except IMA utilizes a molten alloy to bond components together. The process creates a strong, permanent, mechanical “lock” that can withstand high loads and can also bond metals to non-metal parts. The process requires no special surface preparations and issues such as thermal degradation and peeling are not very common.IMA bonds also perform exceptionally well in harsh environments.
Small components of just about any material can be joined utilizing IMA, such as:
• Ceramic
• Elastomers
• Fibers
• Metals
• Paper
• Plastics
Inserts
Inserts are used when the design will impose conditions that exceed the capabilities of the alloys such as excessive thread wear, concentrated loads, abrasion, and wear at a bearing point. However, inserts cause residual stress within the cast part so proper planning for long-term retention is vital. There are two types of inserts that can be installed – cast-in-place or post-installed inserts. The cycle time and the cost are usually what determines which type of inserts is used.

Cast-in-place inserts allow for a wider range of mechanical lock-securing options since the alloy is cast directly around the insert. They are required to be as dimensionally accurate as the die into which it is inserted, which increases both the cycle time and cost per part. However, with very large castings it is more economical to use cast-in-place inserts since the cycle time is already increased due to the size of the cast part.
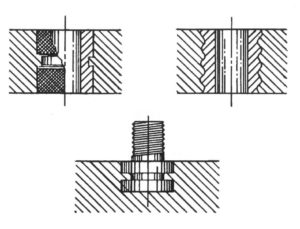
Post-installed inserts are more economical for faster runs, smaller parts produced on highly automated machines, and projects that have less stringent tolerances.
Interference fits
These types of fits are used to retain components, such as bearing and dowel inserts. If the interference is light (0.001 in./in [0.001 mm/mm] or less), the installation can take place with both parts at room temperature. Heavy interference usually requires the parts to be heated and may also cause metal removal which will lead to a reduction in retention. The removal of metal on the parts depends on the hardness of the metals, the amount of interference, lubricant use, and the leading edge of each part.
Threaded fasteners
Threaded bolts, or studs, are commonly used to join die cast parts together. If the attachments are made in sections with thin walls clearance holes are needed in order to allow the bolt to pass through. The bolt would then be secured in place with a nut.
Bosses are capable of being designed into the casting itself to receive bolts or studs into tapped holes. However, the boss diameter will need to be at least twice the size of the bolt’s diameter since die cast joints are more prone to dilation.

Also, keep in mind that in order to minimize porosity in the cast area where the thread is present, the tapped holes need to be cored. Both coarse and fine threads can be tapped although coarser threads are generally preferred.

The process of die casting and any secondary assembly operations have a symbiotic relationship; meaning they are heavily dependent upon each other and they work together to create the final product. Planning ahead for the assembly method you will use can help to minimize any potential problems as well as reduce costs and speed up production time.
Need a hand? With over 75 years of die casting expertise, our team of experienced engineers will evaluate your requirements to help you decide which would be the best fastener option to join your components to achieve the desired result for your part. Our in-depth knowledge and experience allows us to control the entire pre- and post-operative processing, as well as provide turn key part solutions with a variety of options, to meet our customer’s individual needs. Contact A&B Die Casting today to get started on your next project!