
Die casting temperature control is a serious issue. When it comes to die casting, as temperatures increase the tensile and yield strengths of the alloy decrease. Ductility also increases as the temperature increases but differs based on the type of alloy being cast. The proper temperature is crucial for both the die and the metal to be cast. The metal being cast needs to be heated correctly to ensure proper flow and fill of the mold. If the temperature of the molten metal is too hot for the mold, it could damage the mold. If the temperature of the mold is too cold, the metal will cool too quickly as it flows into the mold and will cause defects.
https://youtu.be/iri51LbKBtE
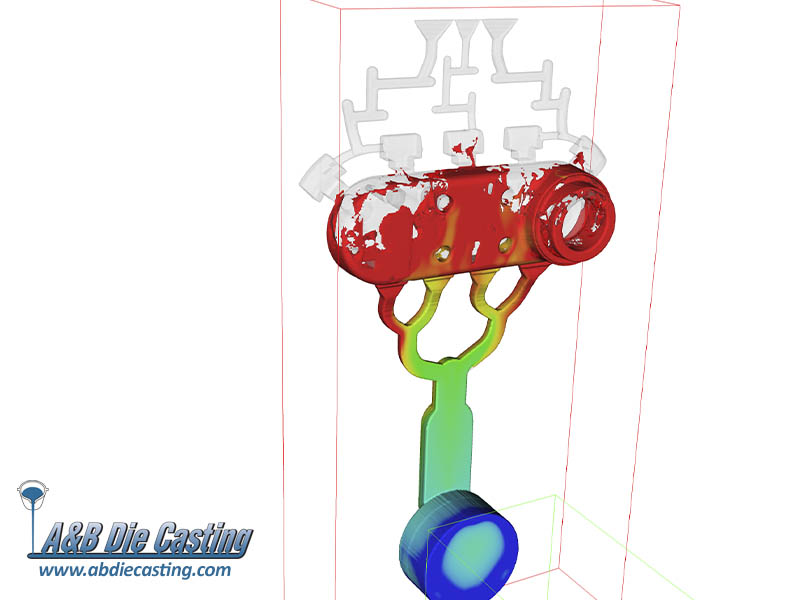
Metal flowing into a die
What temperatures need to be closely monitored?
• The temperature of the die itself
• The temperature of the die casting machine or casting chamber
• The temperature of the alloy used for casting
All three of these temperatures must be kept within their individual optimum range in order to produce the highest quality die cast parts.
What is the proper die temperature?
The die temperature will depend on what alloy you intend to cast. You want to avoid putting excess strain on your die, stressing the die will lower the life expectancy of the die itself. It is best to pour your alloy into your die when it is approximately 50° to 70° degrees higher than the crystallization temperature of the alloy. The die needs to be maintained at approximately a third of the alloy’s temperature.
What is the proper die casting chamber/machine temperature?
The temperature required for the die casting machine is a complex calculation that includes things such as the alloy type, die type, size of the part to cast, and more. The chamber temperature needs to be determined by an experienced die caster.
What is the proper alloy temperature?
Alloy temperatures vary greatly depending on the material. Here are two examples of the most common die cast alloys – aluminum and zinc.
Aluminum
Aluminum 360, 380 and 413 are by far the most popular metal choices for die casting. Aluminum is resistant to corrosion, lightweight, and extremely durable. When casting aluminum 380, for example, you will get a tensile strength of 48 at 75° with yield strength of 24 KSI (Kips per Square Inch). If you increase the temperature to 212°, you will get a tensile strength of 45 KSI, while the yield strength stays constant at 24.
Zinc
Zinc 3, 5, and 7 are also incredibly popular die casting alloys. For these zinc alloys, a temperature of 75° produces an average of 40 KSI. If you increase the temperature to 275° you will produce an average KSI around 10.
Optimal temperature ranges for surface finish:

What happens if the temperature is incorrect?
If the temperature of the metal being cast is too hot for the mold it can damage the mold, which dramatically shortens the effective usage life of the mold. If the temperature is too cold the metal will cool too quickly as it is flowing into the mold which can cause defects (such as porosity problems or misruns).
How can A&B Die Casting help?
Here at A&B Die Casting we take the issue of temperature control very seriously. We are highly experienced at keeping our materials and casting equipment at the optimal temperature. We utilize 3D flow analysis software to ensure optimal die filling for superior casting quality. The software allows us to simulate how the specified material will flow into the a mold so that we can more accurately gauge the overall effectiveness of the mold as well as identify any potential issues with the material temperature fluctuations while it flows into the mold.
For over 70 years A&B Die Casting has been serving worldwide manufacturers with low-to-medium volume aluminum and zinc die castings. Our experienced team creates solutions for your production needs from the formative stages of engineering and prototyping to machining, finishing, assembly, packaging and shipping with adherence to your exact specifications.
Need assistance or want to get started on your next die cast project? Contact A&B Die Casting today!