

Die creation for die casting – what you need to know
A high-quality die-cast component begins with a quality die; and a quality die begins with a good tool design. Die design ... Read More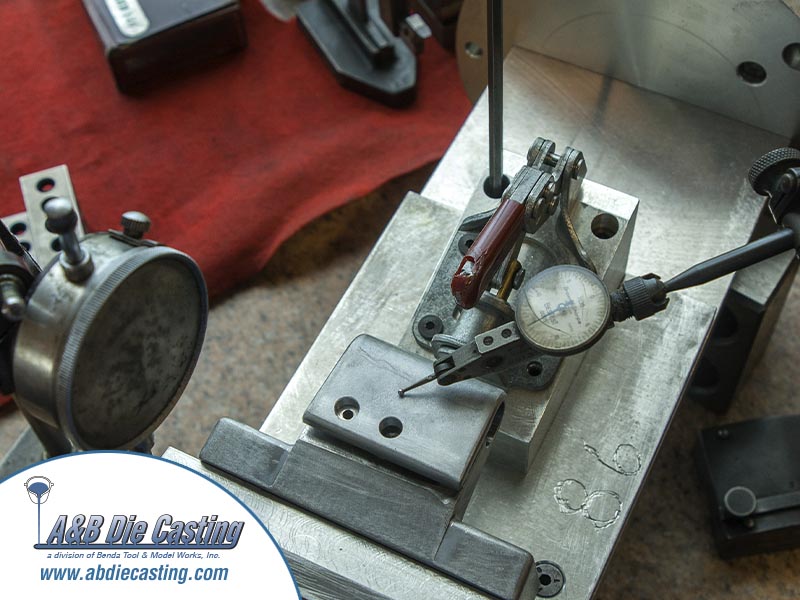
Die creation thoughts… was yours designed with manufacturability in mind?
A high-quality die-cast component begins with a quality die. The die itself determines the tolerances held, repeatability, strength, complexity, and how ... Read More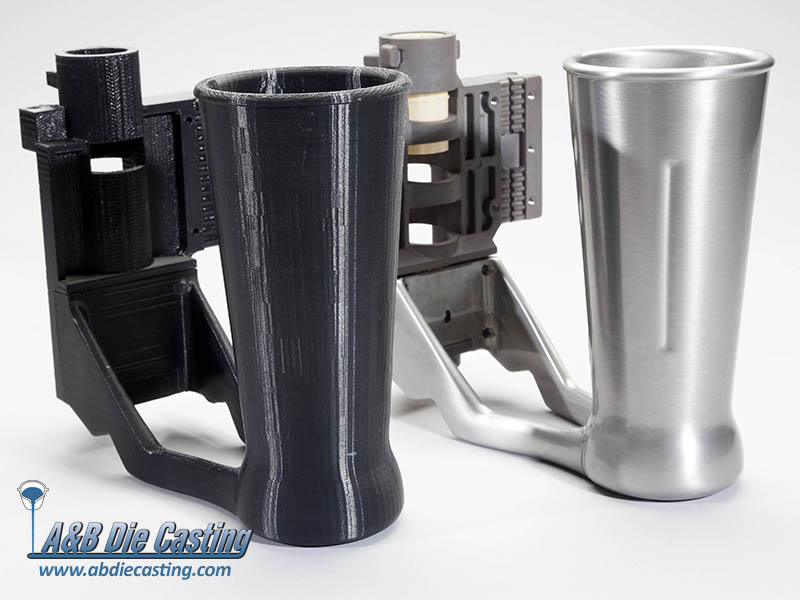
How Can 3D Printing Benefit Your Die Casting?
Die casting is an extremely popular, effective, and reliable manufacturing process for creating metal products. Die cast parts produce high quality, ... Read More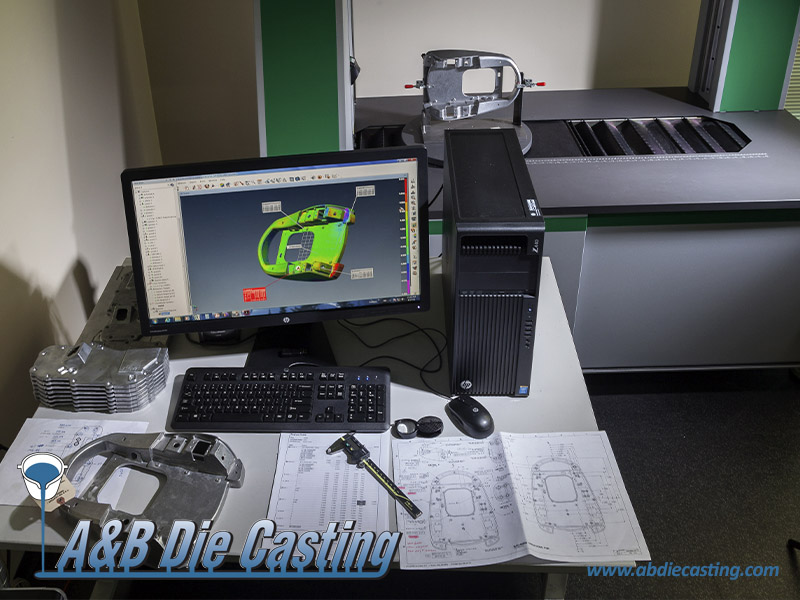
Design Geometry Considerations for Die Casting
Producing a top quality die cast component part starts with a solid and well thought out design. The goal of any ... Read More
Assembly Methods for Die Cast Parts
Die casting is an extremely popular manufacturing process for creating metal products. Die cast parts produce high-quality, uniform pieces that can ... Read More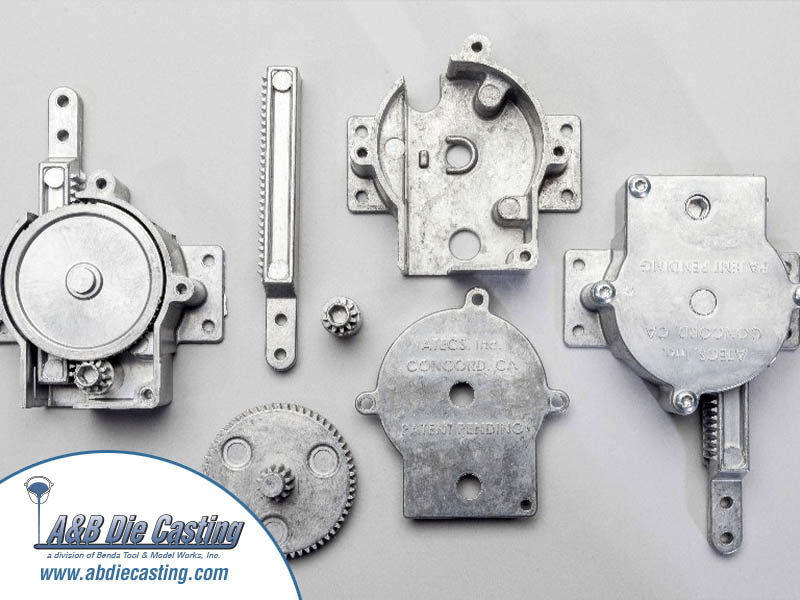
Design Assistance Brings Parts Online Faster
Asking for design assistance early in the process saves time and costs. Atecs, Inc., produces high-quality products and services for aerospace ... Read More
Better Products Through Better Design
Partnering with your die casting vendor can result in better products in less time. Vendors can be a valuable and often ... Read More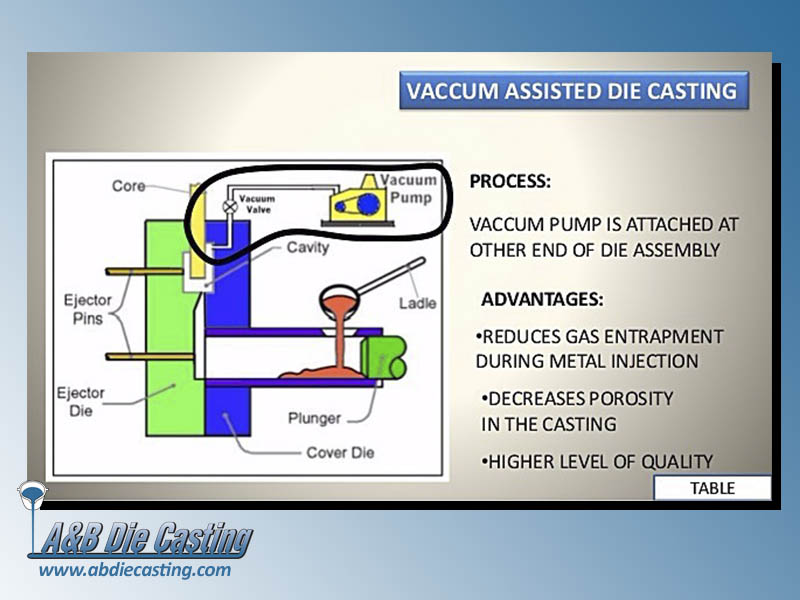
Vacuum Assisted Die Casting
Bringing innovative technology to traditional craftsmanship. Adding value to the die casting process is paramount to A&B Die Casting. One significant ... Read More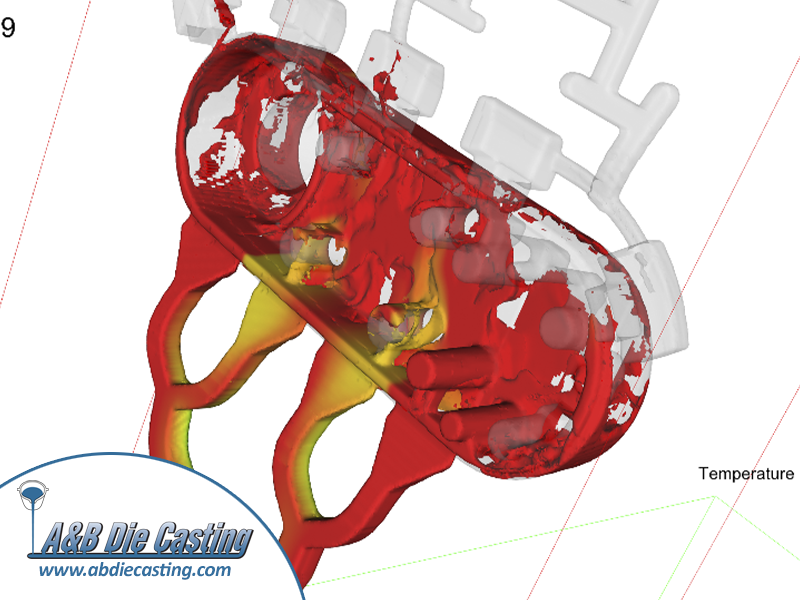
Better Tooling with Mold Flow Analysis
A&B improves the tooling design process with valuable simulations of mold performance. Great castings start with great tooling. And great tooling ... Read More
Hands Free 3D Scanning for Speed and Accuracy
A&B laser scanning is the ideal choice for accurate measurement of complex metal castings. For measuring complex shapes that are otherwise ... Read More